

詳細情報

超仕上げ装置
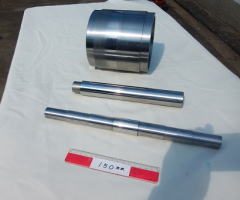
加工ワーク例
ワークをヘッドストックのチャックで保持・回転させ
揺動する角形小片砥石をエアシリンダで
ワークに押し当てることにより仕上げます。
加工ワーク仕上前後の表面粗さ例
■一例として旋削後の表面粗さはRy20μm(Ra5μm)が超仕上げにより
Ry3μm(Ra0.3μm)に向上します。(素材硬度HRC30)
■焼入・研削後の表面粗さはRy2μm(Ra0.3μm)が超仕上げにより
Ry0.3μm(Ra0.03μm)に向上します。(素材硬度HRC60)
■工程を加えることにより更に表面粗さが向上します。








")